008615129504491

| Materyal | Gr 5, Gr 5 ELI, Ti-6Al-4V ELI |
| Estandard | ASTM F136, IS05832-3 |
| Gidak-on | (1.0~12.0) T * (300~1000) W * (1000~2000 )L mm |
| Pagkamatugtanon | 0.05-0.2mm |
| Estado | M, Anaal |
| Kondisyon sa Ibabaw | Gipasinaw, Nahiangay nga nawong |
| Pagkagahi | Ra<3.2 um |
100% Surface depekto detection .
Kini nga bahin sa nawong sa inspeksyon mao ang una nga proseso sa departamento sa inspeksyon. Ang bar kanunay nga gituyok aron masusi kung adunay mga depekto sama sa mga liki ug mga dents nga makita sa ibabaw. Kung adunay mga depekto, kini gimarkahan ug dayon girekord sa depekto nga imbentaryo.
100% Infrared diametro nga instrumento Tukmang pagsukod sa diyametro ug higpit nga pagkontrol sa pagtugot.
Ang detalyado nga inspeksyon nga mga lakang sama sa mosunod:
1. Sa dili pa magsugod ang inspeksyon, ang inspeksyon nga technician mag-follow up sa gikinahanglang han-ay sa mga tolerance ug magtakda og pasidaan nga mga bili.
2. Aron masugdan ang inspeksyon, ang matag bar gipatuyok parehas sa lugar sa pag-inspeksyon ug ang nakit-an nga datos sa diameter gipakita sa instrumento.
3. Kung adunay sobra o ubos nga diyametro, ang instrumento sa inspeksyon mag-alerto ug ang bar ilabay ingon nga scrap o gipasinaw sa makaduha aron makunhuran ang diametro.
100% Inspeksyon sa pagkatul-id.
Ang pagkamatugtanon sa pagkatul-id mao ang ang-ang sa pagtipas sa matag punto sa linya gikan sa linya, nga gitanyag nga pagkatul-id 0.3‰-0.5‰. Ang detalyado nga pagproseso gibutang sa usa ka sungkod sa ibabaw sa usa ka maayo nga suga nga plataporma, ang sungkod nagligid balik-balik, ang inspektor nagtan-aw sa atubangan ug naggamit sa usa ka 0.2mm nga magmamando aron mahibal-an ang gintang tali sa sungkod ug sa plataporma.
100% Eddy Current Flaw Detection.
Ang coil diin ang gisusi nga produkto gibutang sa sulod sa coil alang sa inspeksyon angay alang sa pag-ila sa mga bar ug mga wire nga adunay diyametro nga 3-14 mm. Tungod kay ang magnetic field nga namugna sa coil naglihok una sa gawas nga bungbong sa specimen, ang epekto sa pag-ila sa mga depekto sa gawas nga bungbong mas maayo, ug ang pag-ila sa mga depekto sa sulod nga bungbong gihimo pinaagi sa paggamit sa penetration, ug walay kadaot sa ibabaw ug sa performance sa produkto.
100% Ultrasonic Inspection.
Panguna nga namatikdan ang mga depekto sa metalurhiko sa sulod sa produkto sumala sa AMS 2631. Ang produkto gibutang sa usa ka lababo, ug ang instrumento gigamit sa pagsulay sa produkto balik-balik sa ibabaw samtang kini nagtuyok, ug ang instrumento naobserbahan aron ipakita ang device, ug kung ang peak value kalit nga mahimong mas taas, nan ang produkto dili homogenous internally
Pagsulay sa pisikal nga kabtangan lakip na ang Tensile Strength, Yield Strength, Elongation A sa 4D o 4W min, Reduction sa Area B min. Microstructure. A1-A5, Ang mga internal nga istruktura naobserbahan sa ilawom sa taas ug ubos nga mga mikroskopyo sa pagpadako alang sa paggrado sa microstructure. Ang mga sertipiko sa kalidad ug mga report sa pagsulay sa ikatulo nga partido ihatag kung gihangyo
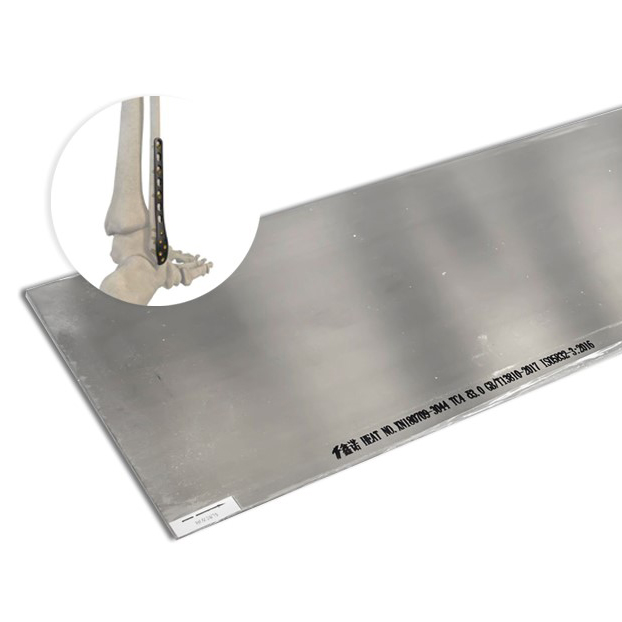
Ang among kompanya nag-espesyalisar sa paghimo og mga produkto nga titanium. Ang materyal adunay ubos nga Densidad apan taas nga maayo nga mga kabtangan, kini kaylap nga gigamit alang sa medikal nga industriya. Ug labi nga gipadapat sa medikal nga natad: hiniusa, pagtambal sa ngipon, mga materyales sa medikal nga implantasyon, instrumento sa pag-opera, ug uban pa. Ayaw pagduhaduha sa pagkontak kanamo sa bisan unsang mga pangutana!